分享MBR污水处理技术分解
时间:2018-04-10 11:05 来源:未知 作者:admin 点击:次
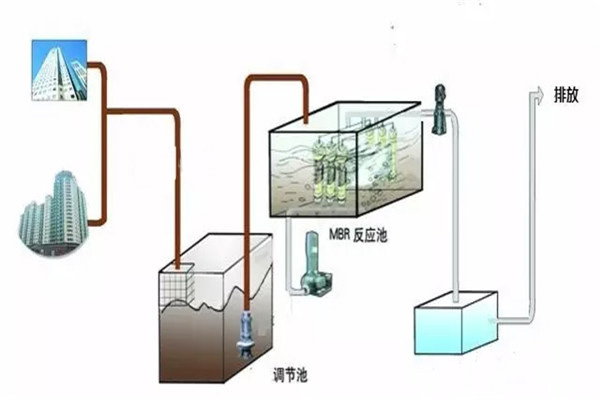
MBR这种处理废水的工艺是由膜分离技术和生化处理技术联合起来的。运用一体式膜生物反应器处理生活污水,出水水质优于生活杂排水回用规范。现在MBR技术重点用于中水回用、市区污水、工业污水、粪便污水处置、轻污染饮用水净化等区域。部分平板膜已在高浓度污水处理中成功提标应用。
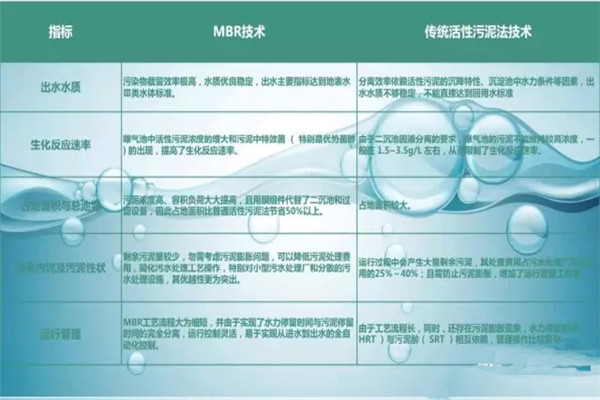
1MBR国内外发展状况 我国MBR技术的发展虽然与国外相比较起步晚,但最近几年来MBR的研究应用和国外差不多同步,甚至有的领域已经排在世界前列。目前,MBR处理工艺已经处于主导地位,特别从2016年开始,在村镇污水处理,城市黑臭河处理中已经遍地开花。MBR基本工艺是将生化反应与膜分离相结合,省去二沉池,由膜组件实行泥水分离。使污泥与杂质贮存在反应池中,这就使MBR系统里的固态悬浮物的浓度 (MLSS)比较大,防止了微生物的消耗。水力停留时间(HRTT)与污泥停留时间(SRT)相分离,能够分别管控,无污泥扩张之忧。
此时,可以运用高浓度的活性污泥降解某些传统活性污泥法难降解的物质。进水水质、水量的改变对反应器影响不显著,耐冲击负荷,可以获得稳固优良的出水。
2MBR在污水处理中的应用 在这十年中,MBR体系已经在解决我们生活中的污水、医院中的废水、垃圾渗透液、工业废水和所有浓度比较高、不容易降解的工业废水在发挥了重要作用。MBR需实行预处理,大多数是与其他工艺相联合的形式。 2.1 MBR-厌氧缺氧好氧工艺 交替式厌氧/缺氧-膜生物反应器(A-A/A-M)工艺可提高生活污水脱氮除磷效果。该工艺由一个交替缺氧/厌氧反应池和内置膜过滤单元的好氧池组成。通过好氧池底部回流污泥流向的改变,使得两个独立反应器(A和B)内依次形成缺氧和厌氧环境,实现同步厌氧释磷、缺氧反硝化脱氮,及好氧吸磷、硝化、去除BOD等过程。好氧反应器进行连续曝气减缓膜污染的进程,延长清洗周期。该工艺对COD、TN、TP的平均去除率分别达到93%、67.4%和94.1%。 2.2 A2/0 + MBR工艺 A2/0+MBR技术是把过去的A2/0技术与MBR技术相结合,使它们的优点相互弥补,相互配合,能够有效的排除主要污染物质。A2/0+MBR体系中发生的高污泥浓度不但减少了水力停留时间,且具有同步硝化反硝化、反硝化除磷等阶段,就说是在C/N较低的前提下,也能确保优良的脱氮除磷效应。运用A2/0+MBR工艺处置市区污水,试验证明:MBR池的污泥浓度最高达8.2g/L,CODCr、TN与氨氮的去除率分别达93.0%、78.5%和94.7%。此工艺目前用的不是太多,占地面积无法缩小。 2.3 PAC-MBR工艺(膜生物反应器) PAC-MBR组合工艺是指将PAC投加至MBR污泥混合液中污泥絮体以PAC颗粒为骨架,吸附和絮凝污泥混合液中微细胶体、胞外聚合物EPS(Extraeelluar Polymeric substanees )、溶解性有机物等,使污泥颗粒粒径变大,抗压能力增强,膜面沉积层孔隙率提高,压密性降低,从而降低膜过滤阻力和膜污染程度,提高膜通量。同时,由于PAC污泥絮体的吸附和生物降解作用协同,使有
机污染物降解去除率得到提高,PAC得以再生。MBRPAC和MBR工艺处理生活污水的对比实验,结果表明,由于PAC的存在大大改善了膜污染状况,从而延长了膜清洗周期。
3MBR存在的问题
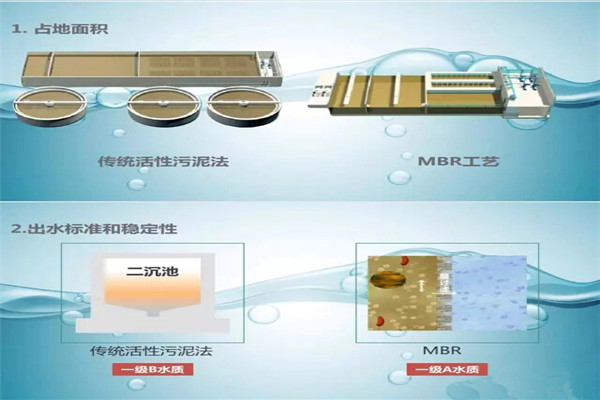
MBR突出的特征是占地面积小,耐冲击负荷,出水水质优良,自动化程度高容易管理,但MBR工艺现在仍然存在的某些问题。
3.1 处理能力降低的风险 MBR通常在恒定通量下进行,为了持续运行要求MBR不能超过极限通量,超过这个极限会产生膜污染,那么多余的水就无法通过膜孔径,产水率下降。很多MBR工艺在实际运行过程中随着时间的积累,其处理能力不断下降,很多水厂的处理能力甚至不足设计之初的50%。目前国内膜厂商,产品鱼龙混杂,可以选择优质的膜组件改善这一问题。 3.2 投资成本与运行成本较高 如今,膜组件是MBR处理系统中主要组成部分,同时也是技术含量最高及价值最大的部分,其成本占据整体设备投入的多部分。此外,MBR需要先进的设备以满足其自动化的要求,这也增加了其成本。浸没式MBR工艺,需加大曝气强度,造成能耗上升。另外,膜组件寿命有限,达到一定使用年先后需更换膜组件。 3.3 预处理与自控系统设计不足而产生的风险
通常MBR工艺需先经过预处理再进入膜处理反应器内。预处理不到位或者不经预处理便进入膜反应器内必会产生严重的后果。MBR工艺自动化程度比传统活性污泥工艺高很多,膜组件需定期清洗、组装甚至是更换,为保证出水水质,对水厂PLC控制系统有较高要求。
|